
Description
Struggling with springback in High-Strength Steel (HSS)? Learn proven springback compensation techniques and see how advanced sheet metal forming simulation accurately predicts and prevents costly defects.
Introduction
The automotive industry’s relentless pursuit of lightweighting and enhanced safety has driven the widespread adoption of Advanced High-Strength Steels (AHSS). These materials offer exceptional strength-to-weight ratios, but they also introduce significant manufacturing challenges. Perhaps the most persistent and costly of these is springback—the tendency of a formed metal part to elastically recover its shape after the tooling is removed. Inaccurate springback prediction leads to dimensional deviations, increased die tryout loops, higher scrap rates, and ultimately, compromised profitability. For simulation engineers and tool designers, mastering springback is not just a goal; it’s a necessity.
Why High-Strength Steel Amplifies Springback
To control springback, we must first understand its fundamental mechanics. When sheet metal is bent in a die, it undergoes both plastic deformation (a permanent change in shape) and elastic deformation (a temporary change). Once the forming pressure is released, the stored elastic energy causes the material to partially return to its original shape. This “snap-back” effect is springback.
While all metals exhibit springback, the problem is far more pronounced in High-Strength Steel (HSS) and Advanced High-Strength Steel (AHSS) for a critical reason: their high yield strength.
Higher Elastic Energy: HSS requires significantly more force to achieve permanent (plastic) deformation. This higher forming force results in a greater amount of elastic energy being stored within the material’s microstructure. Consequently, when the tool pressure is removed, the release of this substantial stored energy leads to a much more significant springback effect compared to milder steels.
High Ratio of Yield Strength to Young’s Modulus: The ratio of yield strength (σy ) to the Young’s Modulus (E) is a key indicator of springback potential. For HSS and AHSS, this ratio is considerably higher, meaning a larger portion of the total deformation is elastic and will be recovered.
Failing to accurately predict and compensate for this exaggerated springback results in parts that do not meet geometric tolerances, causing assembly issues and jeopardizing final product quality.
From Prevention Strategies to Predictive Compensation
Engineers employ several methods to mitigate springback, ranging from process-based adjustments to sophisticated, simulation-driven compensation strategies.
Overbending: The most straightforward approach. The part is intentionally bent to a more acute angle than specified, with the expectation that it will spring back to the desired final angle. While simple in concept, it often requires extensive and costly physical trial and error.
Coining/Staking: This method involves applying extremely high compressive pressure at the bend radius. This localized pressure plastically deforms the material’s grain structure, reducing internal stresses and thus minimizing the tendency to spring back. However, it can thin the material and requires higher tonnage presses.
Hot Stamping (Press Hardening): The gold standard for complex AHSS parts. The steel blank is heated to an austenitic state (over 900°C), formed, and then rapidly quenched within the cooled die. This process transforms the material’s microstructure into very hard martensite, resulting in a dimensionally stable part with virtually zero springback and ultra-high strength.
Die Design Compensation (The Simulation-Driven Approach): This is the most advanced and proactive method for cold stamping. Instead of reacting to springback, it predicts and pre-emptively neutralizes it. Using Finite Element Analysis (FEA), engineers simulate the entire forming process. The software accurately calculates the magnitude and direction of springback across the entire part surface. This prediction is then used to modify the CAD geometry of the die, creating a “compensated” tool face. The part is intentionally formed into an “incorrect” shape so that it springs back into the correct, desired geometry.
Improvements in Process parameters in simulation: Optimizing BHF ensures uniform material flow, reducing uneven stresses that cause springback. Controlled tool movement [Time step] and dwell time allow stress relaxation, minimizing elastic recovery. Proper bead design balances bending/unbending, lowering residual bending stresses. Correct blank geometry avoids excess deformation, reducing stress concentration after forming.
Minor inaccuracies in material modeling or solver calculations can lead to incorrect compensation, necessitating further expensive die recuts. This is where the advanced capabilities of Dynaform provide a distinct competitive edge.
The Dynaform Advantage: Accuracy, Efficiency, and Control
Dynaform, with its robust suite of simulation modules, is engineered to tackle the most demanding springback challenges with unparalleled precision.
Accuracy in Prediction: Dynaform integrates advanced material models that precisely capture the complex hardening behavior and elastic properties of HSS and AHSS. Our sophisticated solver technology ensures that the predicted springback value is not just an estimate, but a reliable, actionable result. This high-fidelity prediction is the foundation for effective die compensation, drastically reducing the number of physical tryouts.
Efficiency in Compensation: Where other workflows are cumbersome, Dynaform streamlines the compensation process. Engineers can run simulations, predict springback, and automatically generate a compensated tool surface within a single integrated environment. This ability to rapidly iterate and optimize the die face without tedious manual CAD adjustments cuts down engineering time from weeks to days.
Ease of Use & Integration: Dynaform is designed with the user in mind. Its intuitive interface and seamless support for various native and neutral CAD formats (like CATIA, NX, STEP, and IGES) eliminate data translation bottlenecks. An engineer can import a part, set up a full forming and springback analysis, and generate a compensation file with minimal friction.
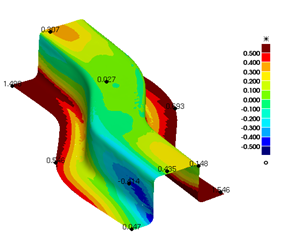
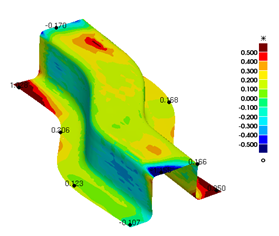
Springback
Springback Compensation result
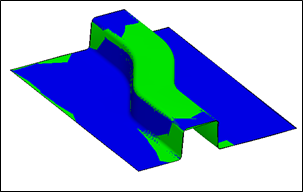
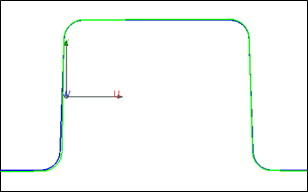
A side-by-side comparison of the original die surface and the automatically compensated surface generated by the software.
Conclusion
As HSS and AHSS continue to dominate modern vehicle design, the ability to control springback is no longer a competitive advantage — it is a baseline requirement. Reactive, trial-and-error methods are too slow and expensive for today’s market. The future lies in predictive, simulation-driven engineering. By leveraging the accuracy and efficiency of advanced FEA tools like Dynaform, engineering teams can master the complexities of high-strength steel, reduce time-to-market, and secure profitability.
Ready to eliminate guesswork and achieve first-time-right results in your stamping process? Request a live demo of Dynaform’s springback compensation capabilities today!